|
Das Beschicken der Anlage kann manuell oder automatisch
erfolgen. Die Substrate werden auf die Transporteinrichtung gelegt. Als
Transportband kann Papier oder Folie verwendet werden. Die Substrate werden vom
Einlauf durch die Beschichtungskabine zum Auslauf transportiert.
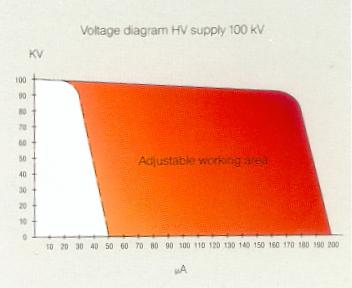
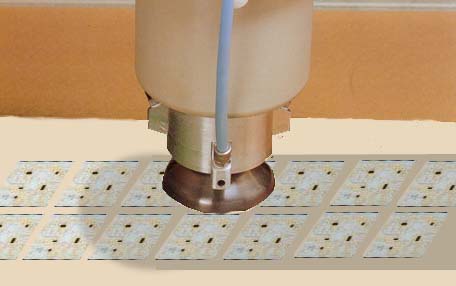
In der Beschichtungskammer werden die Substrate mit
Lackmaterial, welches durch eine schnell rotierende Glocke zerstäubt und durch
Hochspannung aufgeladen wird, beschichtet.
Der Abstand der Zerstäuberglocke zum Stubstrat ist motorisch
stufenlos veränderbar.
Die Versorgung der Hochrotationsglocke aus dem Lackbehälter,
welcher unter der Beschichtungsebene installiert ist, erfolgt über eine
stufenlos regelbare Zahnradpumpe. Bei mehreren Lackvorhaltungen schließt an
jede Pumpe eine Stichleitung bis zum Sprühkopf an. So kann, durch ein kurzes
Spülen der Glocke, innerhalb von Sekunden von einem Lack auf den anderen
umgeschaltet werden.
Durch den besonderen Aufbau können auch leitfähige
Lackmaterialien gesprüht werden.
Im Auslauf, nach Verlassen der Sprühkammer, durchlaufen die
Platten eine Abdunstzone, in der leichtflüchtige Lösungsmittel ausdampfen.
Die Zuluft wird über Feinstfilter gereinigt, bevor sie in
die Sprühkabine eintritt.
Die Beschichtungskammer steht unter einem leichten
Überdruck, sodaß sie von Außeneinflüssen wie Staub etc. freigehalten wird. Die
Absaugung evtl. austretender Lösemitteldämpfe erfolgt im Ein- und
Auslaufbereich, damit keine störenden Lösemitteldämpfe in den Raum treten und
die Arbeit des Bedienungspersonals beeinträchtigen. Die Sprühkabinenluft wird
über Filtermatten abgesaugt, die seitlich an der Transporteinrichtung innerhalb
der Sprühkabine angeordnet sind.
|


 gleichbleibende Zerstäubungsqualität
gleichbleibende Zerstäubungsqualität